Bending copper pipe saves fittings, reduces leak points, and looks neater. But it requires the right grade of pipe, the right machine, and an understanding of how materials behave when bent. Level 2 tests the bender types, bender components, copper grade bendability rules, LCS overbend, and — for some exam boards — the maths of calculating bend length.
This post is the fifth in the Level 2 Plumbing Processes sub-cluster. For the others, see the hand tools, power tools, pipe materials, jointing and installation posts.
Why we bend pipe
Using a bend instead of a fitting has three advantages:
- Fewer joints = fewer potential leak points
- Cleaner appearance — a smooth bend looks better than a knuckle elbow
- Faster installation for experienced plumbers — one bend vs cut/clean/flux/solder
But bending only works on certain materials, and only on specific grades within those materials. Getting the combination right is what Level 2 tests.
Copper — grade by grade bendability
Covered in detail in the pipe materials post, but the bendability rules are central to this topic:
- R220 (soft copper) — pre-annealed; can be bent by hand, though a machine gives neater results
- R250 (half-hard copper) — standard domestic grade; requires a bending machine
- R290 (hard copper) — cannot be bent at all; use fittings for all changes of direction
Which grade of copper is not suitable for bending? R290. Not R220 (easiest to bend), not R250 (standard to bend).
Other materials and bending
Polybutylene (PB) and polyethylene (PE/MDPE) are flexible. Bends are typically:
- Held in position with clips (the pipe's flexibility lets it curve naturally)
- Cold-formed bends — specifically manufactured pre-bent sections for PB
Because PB is so flexible, it should be clipped often (tighter clip spacing than copper — covered in the installation post).
Rigid materials — R290 copper and plastics like ABS, PVCu, MuPVC — cannot be bent. All direction changes use fittings.
LCS (Low Carbon Steel) can be bent with a hydraulic bending machine. Bending LCS by hand is effectively impossible because of the strength of the material.
Types of bender
Three main types of bender, each for specific applications.

Scissor bender (hand bender). A handheld bending machine using leverage. Used for:
- Copper pipe up to 22mm typical domestic size
- Small-bore stainless steel pipe
Scissor benders are quick to deploy, portable, and good for general-purpose bending on-site. Handheld leverage limits the maximum pipe size — trying to bend 28mm copper in a scissor bender requires more force than most people can apply.
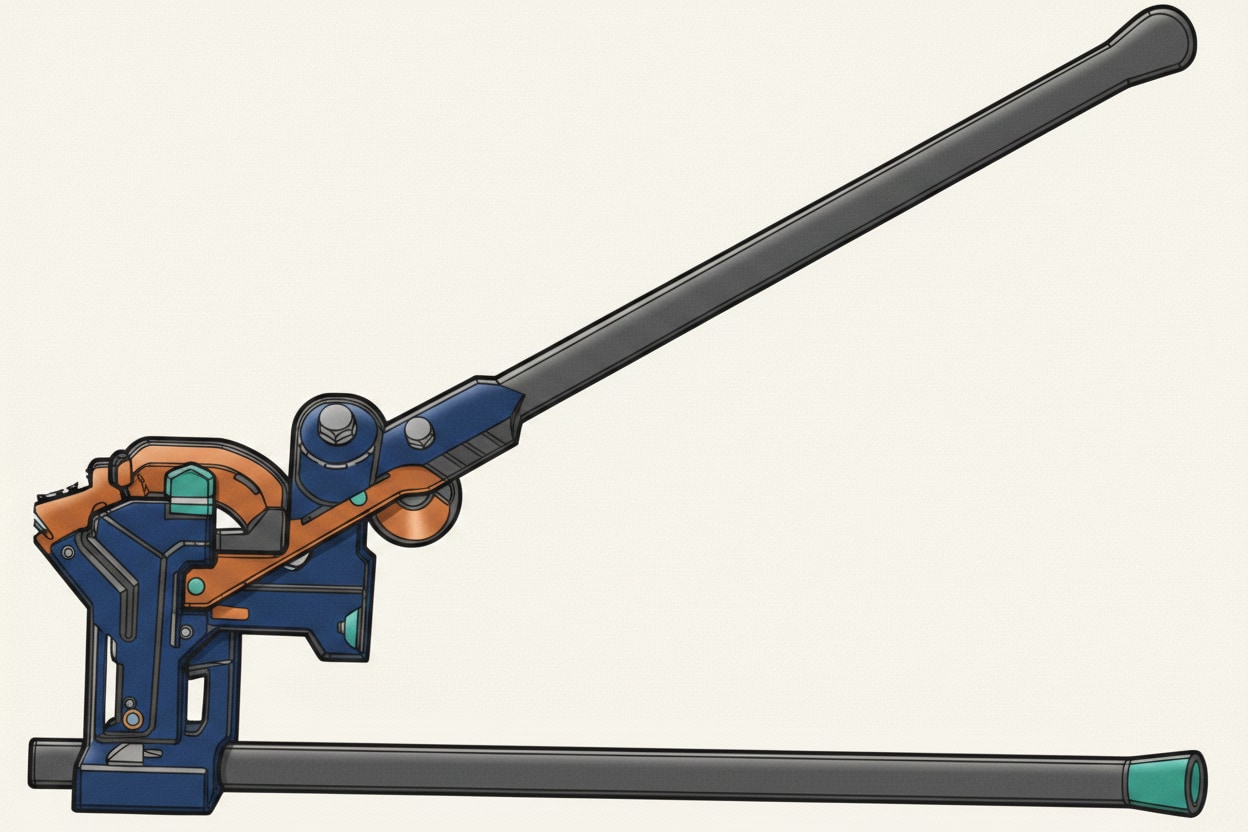
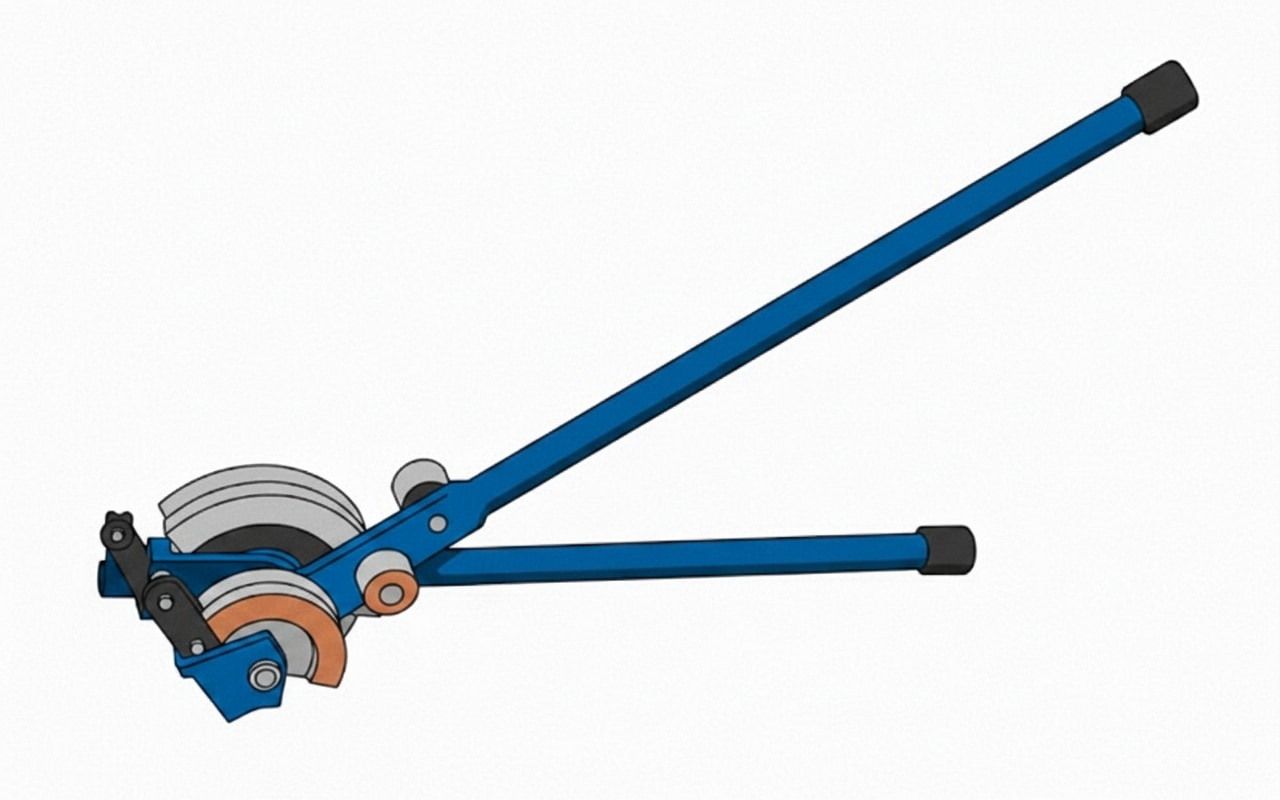
Stand bender. A floor-standing bending machine, also using leverage but with much more mechanical advantage via long lever handles.
- Used for larger-bore pipe than the scissor bender can handle
- 35mm copper tube requires a stand bender — too big for scissor
- Used in commercial installations where larger pipe is common
Hydraulic bender. A floor-standing bender using hydraulic force rather than mechanical leverage. The force multiplication is vastly greater than either leverage bender.
- Used for LCS pipe (too strong for leverage bending)
- Used for specialist heavy commercial work
When using a hydraulic bending machine, regularly check the oil level. Hydraulic machines use fluid to generate force; low oil = weak bend and damage to seals. Not the former (A), not pin holes (B), not water level (D — hydraulic benders don't use water).
Bender components
All pipe benders (scissor, stand, hydraulic) share three core components. Level 2 expects you to identify these by name.
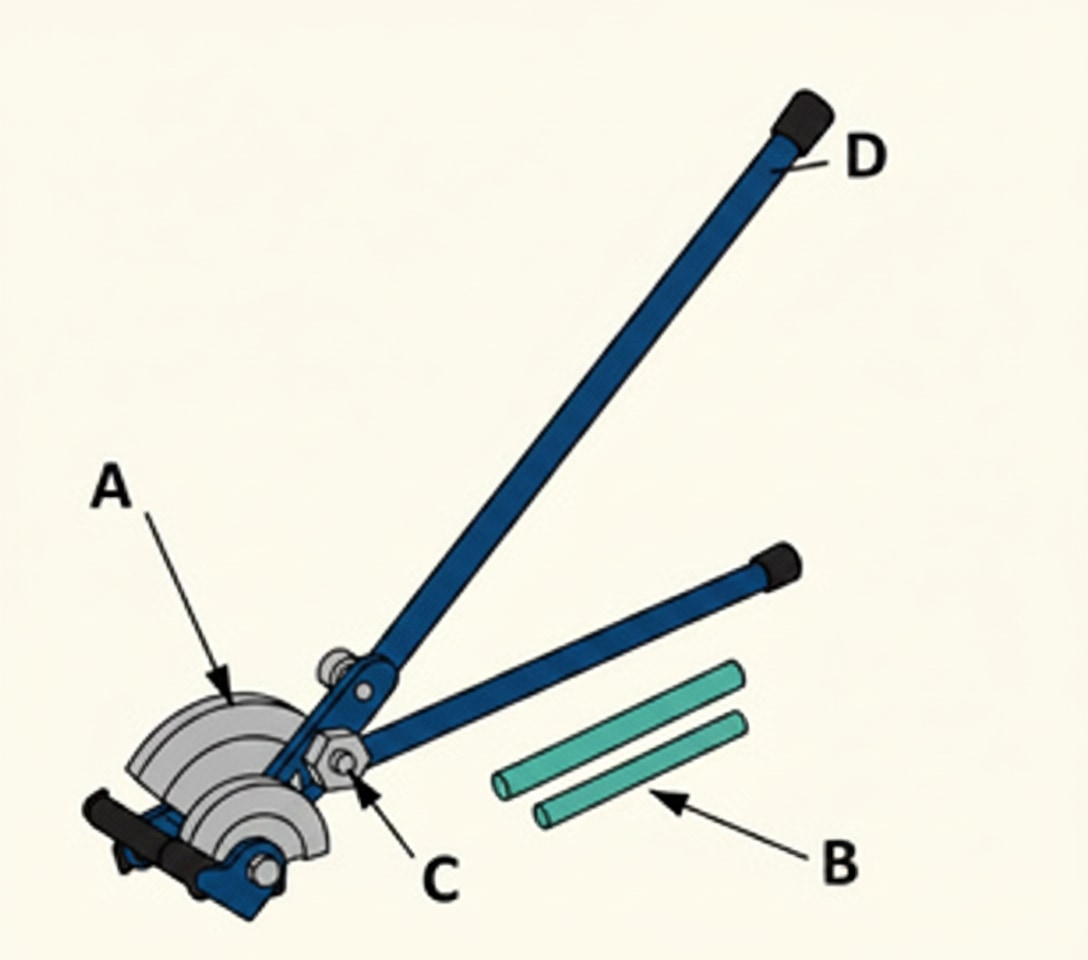
Former. The rounded section that the bend is formed around. The pipe is pressed against the former, which determines the bend radius. Different pipe diameters need different formers (different sizes of the same basic shape).
Back guide (also called a "guide"). Placed against the pipe on the outside of the bend. Holds the pipe tightly against the former. This must be tight to prevent rippling of the pipe's outside wall during bending.
Pipe stop. Holds the pipe in position while bending. Prevents the pipe slipping through the former.
Other exam answer options that sound plausible but aren't bender parts:
- Drift — not a bender component (a drift is a punch-type tool)
- Dies — used in thread cutting (stocks and dies), not bending
- Mandrel (mandril) — an internal support for some specialist bending, but not a standard component of a stand bender
Which of the following is a part of a copper tube stand bending machine? Former. This is the workbook's specific answer.
Bending springs
Bending springs are an alternative to machine bending for smaller pipes. Spring types:
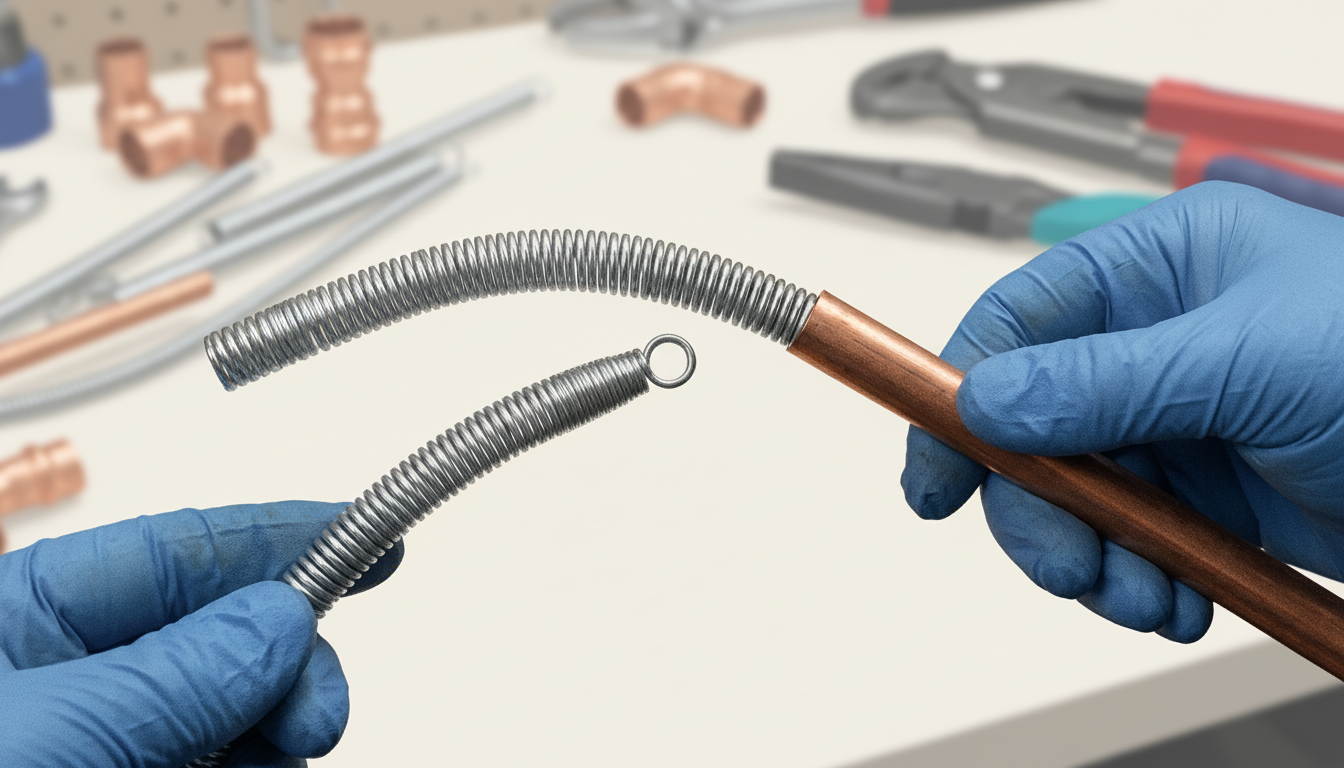
Internal spring. Slides inside the pipe. Supports the pipe wall from within during the bend, preventing it from collapsing.
External spring. Slides over the outside of the pipe. Supports the wall from outside.
Largest pipe size typically bent with a spring: 22mm. Larger pipes generate too much force for springs to support adequately.
Risk when using spring benders: back injury. Spring bending is done by hand — knee and thigh against the pipe, pulling the ends around a support. Poor posture causes back strain.
Annealing and R250 bending with springs. R250 copper is normally too stiff to bend with a spring. But annealing (heating the pipe to soften it) changes the crystal structure of the copper, making it softer even after it's cooled. After annealing, R250 can be spring-bent.
Annealing definition: heat treating a metal to soften it. Heating changes the molecular (crystal) structure, making the metal softer. The new softness persists after the metal has cooled.
R220 copper is an example of pre-annealed copper — it's manufactured in the annealed state, which is why it bends by hand without needing additional heat treatment.
Types of bend
Six named bend types you need to recognise on sight:
90° bend. A quarter-turn (90°) change in direction.
Offset bend. Two bends in opposite directions, shifting the pipe sideways while keeping it running in the original direction. Used to navigate around obstacles or between pipework on different levels.
Passover. A pipe crosses over another pipe — two bends take the pipe up and over an obstruction, then back down to the original line. Similar to an offset but with a larger vertical change.
Half passover. A single bend that takes the pipe up over one side of an obstruction without bringing it fully back down to the original line.
Cranked bend. A specific form of offset where the two bends are close together, creating a Z-shaped configuration.
Double offset (cranked passover). Two offsets in sequence — pipe offsets to avoid one obstacle, then offsets back to the original line after passing it.
Exam questions show diagrams and ask you to identify the type — knowing the vocabulary for these shapes is the key.
LCS overbend — the 5° rule
LCS has a specific property: slight elasticity that causes it to spring back after bending. When you bend LCS to a specific angle and release the pressure, the pipe returns slightly toward straight.
Compensation: overbend by 5°.
Worked examples:
- Want a 45° bend? Bend to 50° — pipe springs back to 45°
- Want a 30° bend? Bend to 35° — springs back to 30°
- Want a 90° bend? Bend to 95° — springs back to 90°
The 5° is approximate and consistent across most LCS sizes and grades. Copper doesn't need overbending to the same degree because copper is more ductile and "takes" the bend without springing back.
What should you bend LCS pipe to if you want a 30° angle? 35°. The 5° overbend is compensation for spring-back.
Bend length calculation — the maths
Calculating the actual length of pipe needed for a 90° bend requires a bit of geometry. The principle:
A 90° bend is a quarter of a circle. If you knew the circumference of the full circle the bend is part of, dividing by 4 would give the length of the bend.
The formula for circumference of a circle:
- C = πd (where d = diameter)
- C = 2 × π × r (where r = radius)
- π (pi) = 3.142
For a 90° bend (quarter circle):
- Bend length = πd ÷ 4
- OR: Bend length = (2πr) ÷ 4 = πr ÷ 2
Worked examples
Example 1: 90° bend on a 22mm pipe around a 100mm radius former.
- Radius r = 100mm
- Bend length = (2 × π × 100) ÷ 4 = 628.32 ÷ 4 = 157mm (approximately)
Example 2: Total pipe length for a section with a 90° bend.
Imagine a pipe with: 230mm straight → 90° bend (radius 70mm) → 370mm straight.
Bend length = (2 × π × 70) ÷ 4 = 439.88 ÷ 4 = 110mm (approximately)
Total length = 230 + 110 + 370 = 710mm
So you'd cut a 710mm length of pipe to fabricate this section after the bend is formed.
Example 3: Pipe length for a section with 90° bend, radius 50mm.
Pipe has: 250mm straight → 90° bend (radius 50mm) → 420mm straight.
Bend length = (2 × π × 50) ÷ 4 = 314.16 ÷ 4 = 78.5mm
Total length = 250 + 78.5 + 420 = 748.5mm, rounded up to 749mm
Important note on bend calculations
The maths of bend length calculations appears on some Level 2 specifications but not others. The workbook includes calculation practice — check your specific syllabus to see whether the calculations themselves are examined or only the conceptual understanding (that bend length = πd ÷ 4 for 90° bends).
Even if you're not directly tested, understanding the principle means you can plan pipe runs more accurately on site — knowing how much pipe a bend actually takes up prevents both "cut too short" and "cut too long" errors.
Offsets and other bend types
For offsets, the maths is more complex because you're calculating the pipe length along a non-right-angle path. Trigonometry (sine, cosine) comes into this for precise offsets — a Level 3 topic. Level 2 generally focuses on:
- Recognising bend types by name
- 90° bend length calculation
- LCS 5° overbend
When to use fittings instead
Bending isn't always the right answer. Use fittings when:
- Material won't bend (R290, rigid plastics)
- Multiple tight-radius direction changes needed
- Branching required (tees, crosses — these must be fittings)
- Reducing pipe size (reducers only)
- Aesthetic demands specific shapes (swept vs knuckle elbows)
- You don't have the right bender on site
In practice, modern plumbing often uses fittings for most direction changes because they're quick and consistent — bending tends to be used for longer radius curves, offsets, and specific aesthetic situations.
Common exam traps
Trap 1: R290 cannot be bent. Use fittings.
Trap 2: R220 bends by hand (pre-annealed); R250 needs a machine.
Trap 3: Scissor bender for smaller copper; stand bender for larger (35mm needs stand).
Trap 4: Hydraulic bender for LCS (too strong for leverage benders).
Trap 5: Hydraulic bender maintenance — check oil level. Not former, not pins, not water.
Trap 6: Bender components — former (round section), back guide (holds pipe against former), pipe stop (positions pipe).
Trap 7: Drift, dies, mandrel are NOT standard stand bender components.
Trap 8: Springs bend up to 22mm typically.
Trap 9: Annealing softens copper by changing molecular structure. R220 is pre-annealed.
Trap 10: LCS overbend 5°. Want 30° → bend to 35°. Want 45° → bend to 50°.
Trap 11: 90° bend = πd ÷ 4 (or 2πr ÷ 4).
Trap 12: Bend types — 90°, offset, passover, half passover, cranked, double offset. Learn by sight.
Quick revision summary
Before the mock test, eight things you need to be able to produce from memory:
- Copper grades: R220 hand-bend; R250 machine-bend; R290 cannot bend
- Benders: scissor (small copper + stainless); stand (larger — 35mm+); hydraulic (LCS)
- Bender components: former, back guide, pipe stop
- Hydraulic bender maintenance: check oil level
- Bending springs: internal or external; up to 22mm typical; back injury risk
- Annealing: heat-soften; changes crystal structure; R220 is pre-annealed
- LCS overbend = 5° (want 30° → bend to 35°)
- Bend length formula: 90° bend = πd ÷ 4 = (2πr) ÷ 4
📝 10-Question Mock Test
Click an option to see whether you got it right. Explanations appear instantly — no submitting at the end.
Hard copper cannot be bent — R290 pipe requires fittings for all direction changes. R220 (A) is pre-annealed and bends by hand. R250 (B) bends with a machine. R300 (D) isn't a standard grade designation (possible distractor).
Scissor benders are designed for copper (and small-bore stainless). PVCu (A) is rigid and cannot be bent. LCS (B) needs hydraulic force. Large-bore stainless steel (D) is too stiff and wide for scissor benders — though small-bore stainless works.
35mm is too large for scissor benders to generate adequate force. Stand benders have much longer lever handles providing the needed mechanical advantage. Springs (C, D) are for small pipe only.
The rounded section around which the pipe is shaped. Drift (A), dies (C) and mandrel (D) are plausible-sounding terms but not standard stand bender components. Dies specifically are for thread cutting.
Hydraulic machines use oil to transmit force. Low oil = weak bends and seal damage. Former (A) gets used but doesn't need fluid checking. Pin holes (B) don't change in use. Water level (D) — hydraulic systems don't use water.
LCS has a 5° spring-back, so overbend by 5° beyond the target. 25° (A) undershoots. 30° (B) would spring back to around 25°. 40° (D) overbends too far.
This is the workbook's specific explanation — heat changes the crystal structure, and the softer state persists after cooling. Options A, C and D aren't annealing processes.
R220 is manufactured in the pre-annealed state, which is why it bends by hand. R250 (B) would need annealing to soften further. R290 (C) can't be bent regardless. Stainless steel (D) isn't annealed copper.
The Z-shape with close-together bends is a crank. 90° (A) is a single direction change. Passover (C) involves crossing over an obstacle. Half passover (D) is a single bend over an obstacle.
Using the formula (2πr) ÷ 4 = (2 × 3.142 × 70) ÷ 4 = 439.88 ÷ 4 = 110mm (approximately). Option A (44mm) is a distractor; 220mm (C) is double the correct answer; 440mm (D) forgot to divide by 4.
How PlumbMate puts this into practice
Bending content combines specific rules (copper grades, LCS overbend, bender components) with calculations (bend length formula). Spaced repetition handles both.
- Flashcards, not essays. One prompt, one answer — the format that research has consistently shown works best for active recall.
- Wrong answers are logged. Every question you get wrong goes into a dedicated collection that resurfaces more frequently in future sessions.
- The 3× rule. You need to get a question right three times before it clears — one lucky guess isn't enough.
- Explanations on every question. Like the ones above, but on every single question in the app.